Nordlock安装方向安装扭矩
切刀筒抖动往前移?
188
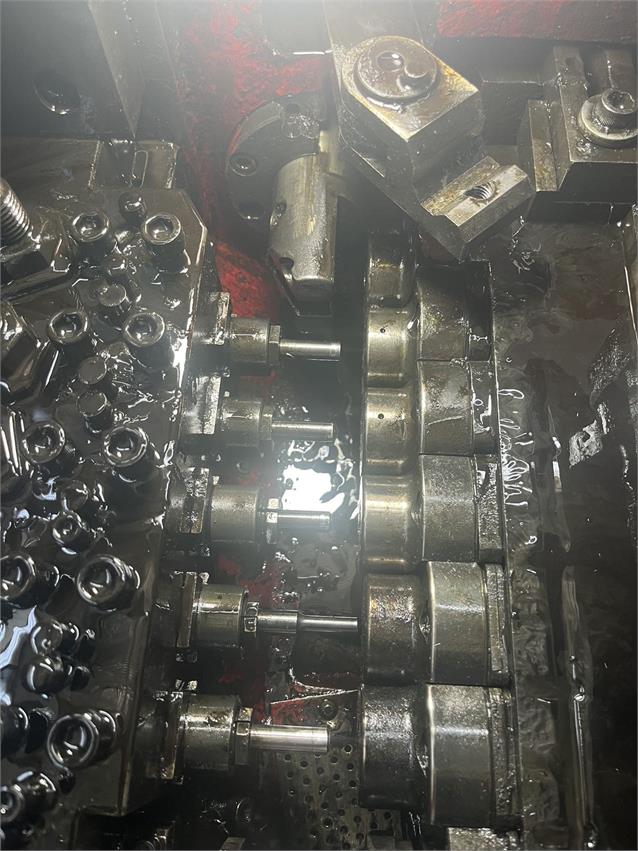
冲榜进模具的时候切刀筒往前会抖动移一下,这是哪里磨损了 怎么修复呢?
全部回答
 春夏秋冬
春夏秋冬
春夏秋冬
回答 6887
发帖 1555
关注者 187
剪刀臂是不是有问题,看下,看图剪刀臂固定螺丝都没有了,不稳定,推臂间隙大了,

赞同
回复
陈\『』
回答 43
发帖 0
关注者 4
是不是切刀送料不到位,如果是的话估计是后面的轴承坏了,把后面拆了看看就知道了。
赞同
回复
陈\『』
回答 43
发帖 0
关注者 4
先看看后面有四根弹簧有没有断,如果没有就把后面拆下来,估计是轴承坏了,如果只是轴承坏了就换轴承,如果轴也磨坏了就一起把轴也换了,再看看S板有没有磨坏。
回复
查看全部评论(共3条)
159****4132
回答 43
发帖 0
关注者 0
切刀筒轴承坏了
赞同
回复
AI助手的回答供参考
回答 1585
发帖 0
关注者 165
切刀筒在冲榜进模具时往前抖动移位,可能是**刀具磨损、夹具问题、主轴或传动部件故障、切削参数不当或模具设计缺陷**导致的,以下是具体原因及修复建议:
### 具体原因
1. **刀具磨损**:
* 刃口不均匀磨损:切削刃局部崩刃或破损导致几何形状破坏,长期使用后刃口圆角增大或刃带磨损,后刀面磨损不均导致切削力分布变化,均可能引发抖动。
* 刀具强度不足:若刀具伸出长度过长或柄部直径过小,刚性不足,易因离心力或切削力导致刃口偏移,产生抖动。
2. **夹具问题**:
* 夹持力不均:液压卡盘或弹簧夹头压力分布不均,导致刀具弯曲,进而引发抖动。
* 夹具制造误差:如V型块角度偏差,也可能导致刀具安装不稳,产生抖动。
3. **主轴或传动部件故障**:
* 主轴精度不足:主轴径向或轴向跳动超标,如轴承磨损、主轴锥孔变形等,均可能导致刀具在旋转过程中产生抖动。
* 传动部件松动:如皮带或链条松弛、磨损,齿轮啮合间隙过大等,这些传动环节的松动会导致动力传递不平稳,直接转化为切割时的抖动。
4. **切削参数不当**:
* 转速过高:离心力导致刀具(尤其是细长刀具)弯曲,产生抖动。
* 进给量过大:切削力超过刀具刚性极限,引发振动。
* 切深不合理:深切削时刀具悬伸部分变形显著,也可能导致抖动。
5. **模具设计缺陷**:
* 模具上下错位或间隙不合理:可能导致切刀筒在冲榜进模具时受到不均匀的力,从而产生抖动。
### 修复建议
1. **检查并更换刀具**:
* 仔细检查刀具刃口是否有不均匀的磨损、崩口或卷刃。如有必要,及时更换刀具。
* 确保新刀具的规格(材质、厚度、刃角)与当前加工需求相匹配。
2. **调整夹具**:
* 检查夹具的夹持力是否均匀,如有必要,调整夹具压力或更换夹具。
* 确保夹具的制造精度符合要求,避免因夹具问题导致刀具安装不稳。
3. **检修主轴及传动部件**:
* 检查主轴的径向和轴向跳动是否超标,如有必要,更换轴承或修复主轴锥孔。
* 检查传动部件(如皮带、链条、齿轮)是否松弛或磨损,及时更换或调整。
4. **优化切削参数**:
* 根据加工材料和刀具性能,合理选择切削速度、进给量和切深。
* 避免转速过高或进给量过大,以减少切削力对刀具的影响。
5. **检查并修复模具**:
* 检查模具的上下位置是否对齐,间隙是否合理。如有必要,调整模具位置或修复模具间隙。
* 确保模具的制造精度符合要求,避免因模具问题导致切刀筒受力不均。
赞同
回复
快速回答
您需要登录后才可以回答,马上登录/注册


挑战赛

挑战赛二维码
关注我们

公众号二维码
关注得螺丝币

小程序二维码
Copyright© 版权所有 广州华螺网信息技术有限公司 紧固云 FastenCloud.com
粤ICP备19053610号-5  粤公网安备 44011202002831号
粤公网安备 44011202002831号
粤公网安备 44011202002831号