产品成型成品🔩成品螺钉
老是断冲头?
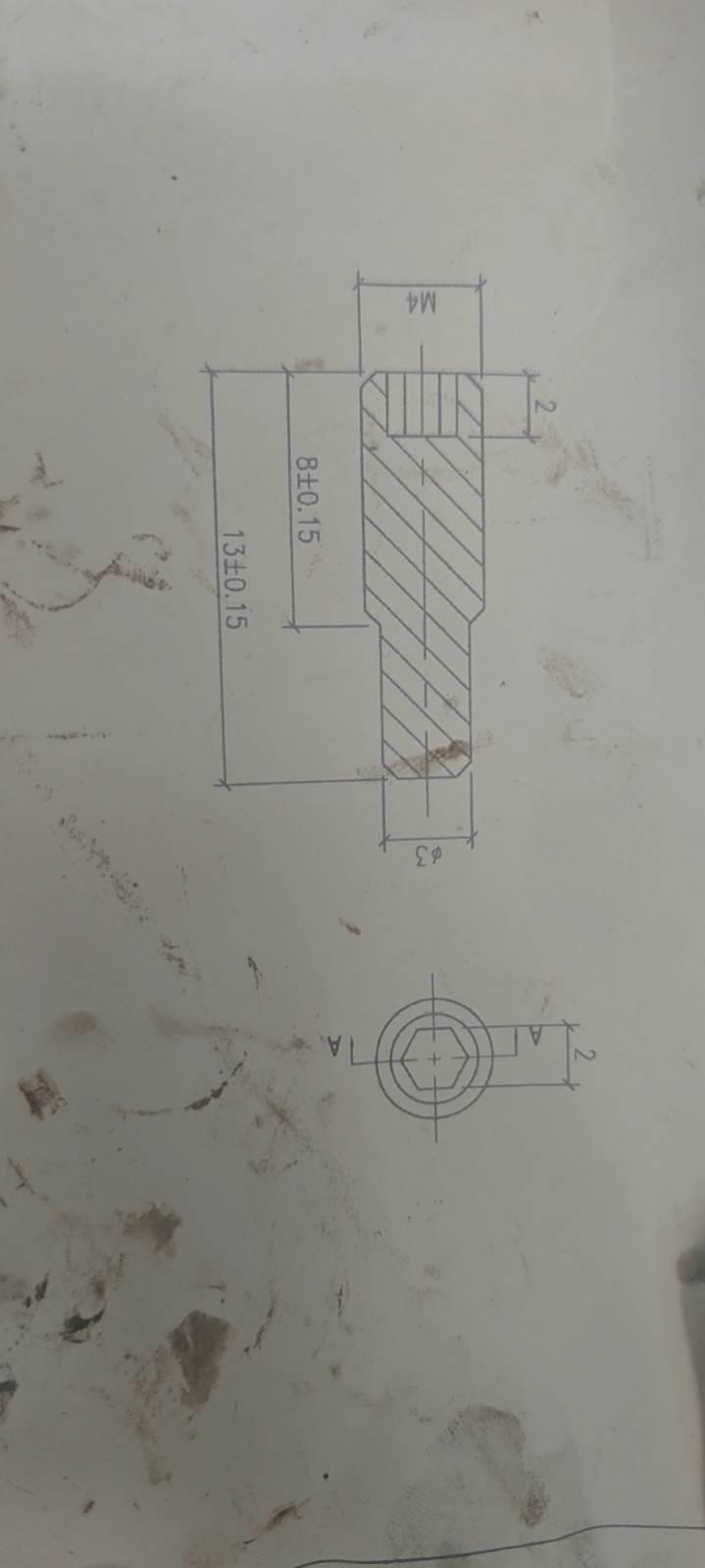
8这个产品0#机可以打吗
全部回答
 冯15112587535
冯15112587535
冯15112587535
回答 481
发帖 0
关注者 11
一模二零号机打出来上面的倒角没有吧
赞同
回复
^0^一语呢喃
回答 41
发帖 22
关注者 0
 177****3943
177****3943
177****3943
回答 33
发帖 1
关注者 0
不适合单模机
赞同
回复
^0^一语呢喃
回答 41
发帖 22
关注者 0
以前打过几次没啥大问题,这次不行了
赞同
回复
春夏秋冬
春夏秋冬
回答 6821
发帖 1555
关注者 181
什么材料?冲头是齐口断,还是啥样的断?大佬


赞同
回复
AI助手的回答供参考
回答 1525
发帖 0
关注者 162
**0#螺丝打头机能否处理导致冲头断裂的工况,需结合具体加工需求和设备能力综合判断**。若待加工螺丝规格在0#机可制范围内(外径Φ0.8-Φ3mm、长度20mm),且材料特性未超出设备处理极限,则可通过优化模具材料和结构设计解决断冲头问题;若螺丝尺寸或材料硬度超出设备标准参数,则需评估设备改造或选用更大型号设备的可行性。以下为具体分析:
### 可能导致断冲头的原因
1. **冲头材料强度不足**:在冲压过程中,特别是处理不锈钢等硬质材料时,若冲头材料强度不够,容易在高压应力下产生裂纹或断裂。例如,使用SKH-9、DC53、PM23等常规模具钢冲压冷镦后的不锈钢时,冲头容易头部断裂。
2. **冲压比例不合理**:当冲压孔径小于板厚,或冲压比例小于1:1时,冲头承受的应力集中,容易导致断裂。例如,在1.2mm厚的不锈钢上冲1.1mm的孔,就属于这种恶劣工况。
3. **模具设计缺陷**:模具结构设计不合理,如冲头背面掏空不足、废料排出不畅等,也会导致冲头断裂。
### 0#螺丝打头机的适用性
1. **设备规格**:0#螺丝打头机(如TX-5型号)通常用于生产外径Φ0.8-Φ3mm、长度20mm的螺丝。其主模长度、主模尺寸、一二冲模尺寸等均有明确规格,适用于一定范围内的螺丝生产。
2. **材料处理能力**:虽然0#螺丝打头机可以处理一定范围内的螺丝生产,但对于特别硬或特别厚的材料,可能需要更高级别的模具钢或更优化的模具设计来确保冲头的耐用性。
### 解决方案
1. **选用高强度模具钢**:如8566防崩模具钢,其抗崩裂性能是高速钢SKH-9的4倍、D2的2倍,硬度有HRC58-60。这种材料特别适用于不锈钢冲压、尖角冲压、窄边冲压等恶劣工况,可以显著提高冲头的耐用性。
2. **优化模具设计**:
* **冲头背面掏空**:在冲头背面进行适当掏空,可以减少应力集中,提高冲头的抗断裂能力。
* **废料排出设计**:确保废料能够及时、顺畅地排出,避免废料蘸料导致的冲头断裂。
* **双层结构**:采用双层结构的拖板,两层之间互助冲头,可以进一步提高冲头的稳定性和耐用性。
3. **调整冲压参数**:根据材料的特性和冲头的耐用性,适当调整冲压速度、压力等参数,以减少冲头的磨损和断裂风险。
赞同
回复
快速回答
您需要登录后才可以回答,马上登录/注册


挑战赛

挑战赛二维码
关注我们

公众号二维码
关注得螺丝币

小程序二维码
Copyright© 版权所有 广州华螺网信息技术有限公司 紧固云 FastenCloud.com
粤ICP备19053610号-5  粤公网安备 44011202002831号
粤公网安备 44011202002831号
粤公网安备 44011202002831号