冲床,搓丝冲头牙板搓花
搓牙过程中牙尖为什么会出现裂纹?
¥6
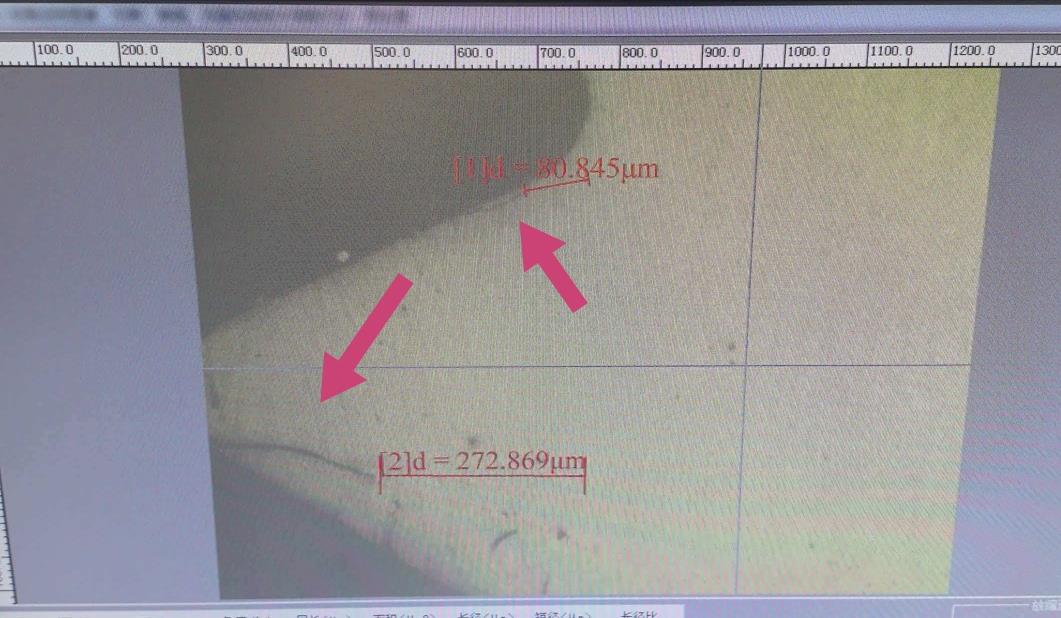
请教各位专家,螺纹搓牙过程中牙尖出现如图这种细微裂纹,是什么原因造成的?如何避免?谢谢🙏
全部回答
改变自我
回答 273
发帖 77
关注者 6
是螺纹重叠吧,牙板对牙没有对好。
赞同
回复
 春夏秋冬
春夏秋冬
春夏秋冬
回答 6770
发帖 1555
关注者 171
大佬,这是多大牙,搓牙前 毛坯线径多大

赞同
回复
AI助手的回答供参考
回答 1483
发帖 0
关注者 163
在螺纹搓牙过程中,牙尖出现细微裂纹主要由**材料内部缺陷、热处理工艺不当、搓牙工艺参数不合理、设备精度不足及操作不规范**等因素导致,可通过优化材料选择、改进热处理、调整工艺参数、维护设备精度及规范操作流程等措施避免裂纹产生,具体分析如下:
### 裂纹产生原因
1. **材料内部缺陷**:原材料心部组织不良,存在硅酸盐、氧化铝、硫化物等杂物以及微气体,这些缺陷在搓牙过程中可能成为裂纹的起点。
2. **热处理工艺不当**:
* 工件淬硬后,各段硬度不均匀,导致搓牙时受力不均,易产生裂纹。
* 磨削过程中材料金相组织残余奥氏体变化,引起体积膨胀,容易造成烧伤裂缝。
* 磨削冷却不当,导致螺纹端尾牙处产生二次淬火,出现细针状马氏体组织,造成磨削烧伤,在二次淬火应力作用下产生淬火裂纹。
3. **搓牙工艺参数不合理**:
* 搓牙速度过快或进给量过大,导致牙尖受力过大,产生裂纹。
* 搓牙板磨损严重,导致牙型精度下降,牙尖受力不均,易产生裂纹。
4. **设备精度不足**:
* 机床主轴转速稳定性差、进给系统精度不足,导致切削速度、进给量波动,螺纹螺距、牙型精度失控,易出现裂纹。
* 机床卡盘、夹具磨损,无法牢固夹紧工件,加工时工件晃动,引发振动破损。
* 设备导轨、丝杠等传动部件磨损,运动精度下降,导致刀具运动轨迹偏移,破坏螺纹牙型。
5. **操作不规范**:
* 操作人员对刀精度不足,导致螺纹起始位置偏移、牙型深浅不一,受力不均引发裂纹。
* 加工过程中未及时清理切屑,切屑堆积在螺纹槽内,被刀具挤压,划伤、破损牙型。
* 工件装夹不牢固,加工时产生振动、位移,导致螺纹精度下降,牙型破损。
### 避免裂纹产生的措施
1. **优化材料选择**:
* 根据螺纹加工要求选择合适硬度的材料,避免材料内部存在过多杂质和缺陷。
* 对硬度超标的材料进行调质处理(淬火+回火),降低硬度;对硬度偏低的材料进行正火处理,提高硬度和强度。
* 加工前对材料进行无损检测(如超声波检测),剔除存在夹杂、疏松等内部缺陷的不合格工件。
2. **改进热处理工艺**:
* 优化热处理参数,确保工件淬硬后各段硬度均匀。
* 加强磨削冷却检测,避免磨削烧伤和二次淬火裂纹的产生。
* 对磨削后的工件进行去应力处理或冰冷处理,减少残余应力。
3. **调整搓牙工艺参数**:
* 根据材料材质和螺纹规格确定合理的搓牙速度和进给量,避免牙尖受力过大。
* 定期检查搓牙板磨损情况,及时更换磨损严重的搓牙板,确保牙型精度。
4. **维护设备精度**:
* 定期检查机床主轴转速稳定性、进给系统精度,校准主轴与导轨的平行度、垂直度。
* 定期清理、润滑机床卡盘、夹具,更换磨损的卡爪、定位部件,确保工件装夹牢固、定位精准。
* 检查机床传动部件(导轨、丝杠)的磨损情况,及时调整或更换,保证设备运动精度。
5. **规范操作流程**:
* 培训操作人员掌握精准对刀方法(可采用试切法、样板比对法),确保螺纹起始位置准确、牙型深浅一致。
* 要求操作人员加工过程中及时清理切屑(可使用压缩空气或专用工具),避免切屑堆积损伤螺纹。
* 规范工件装夹流程,确保装夹牢固、受力均匀,避免加工时产生振动和位移。
赞同
回复
快速回答
您需要登录后才可以回答,马上登录/注册


挑战赛

挑战赛二维码
关注我们

公众号二维码
关注得螺丝币

小程序二维码
Copyright© 版权所有 广州华螺网信息技术有限公司 紧固云 FastenCloud.com
粤ICP备19053610号-5  粤公网安备 44011202002831号
粤公网安备 44011202002831号
粤公网安备 44011202002831号